Introduction to Chevron Conveyor Belts
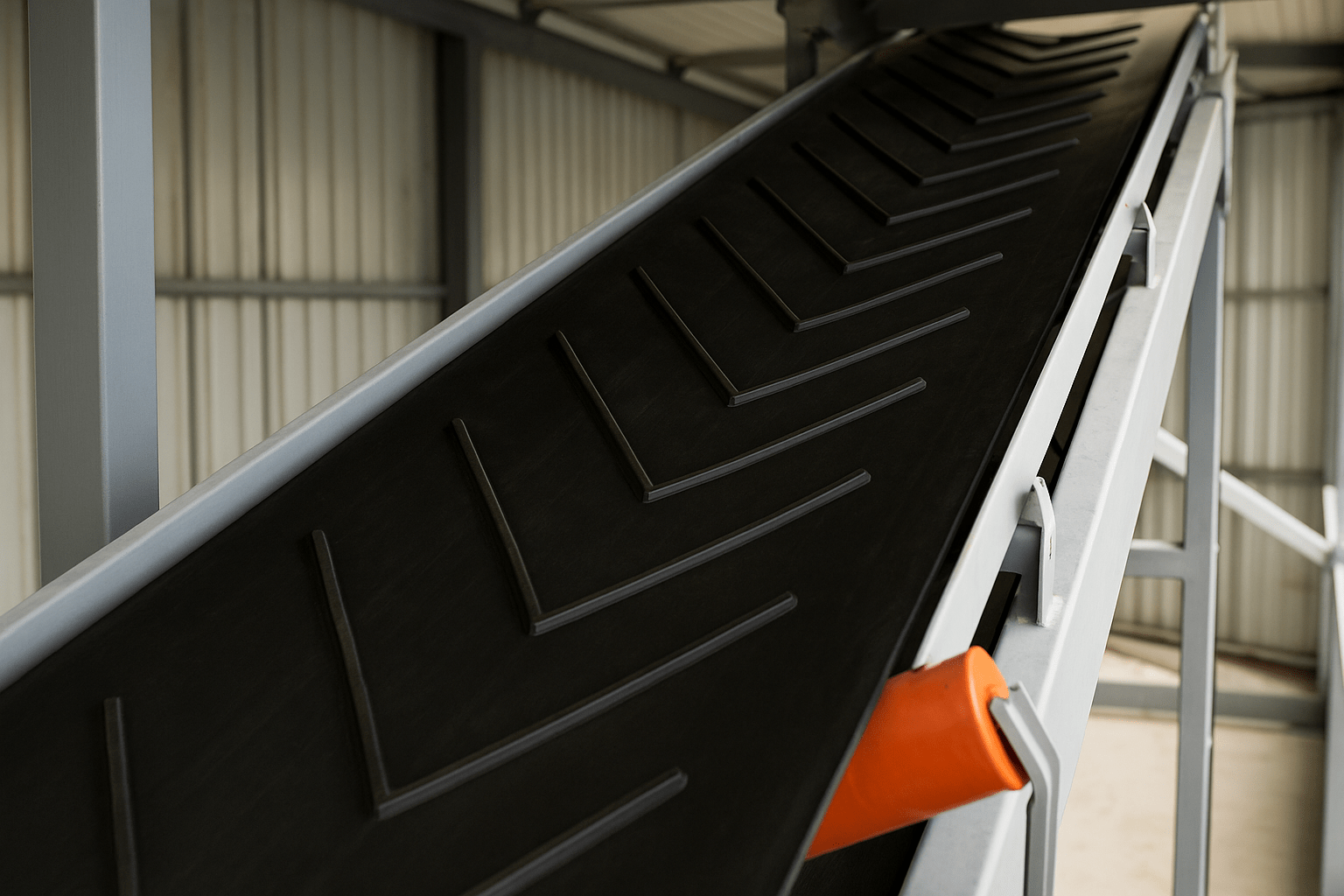
Chevron conveyor belts are specialized material handling solutions designed to transport bulk goods efficiently, especially on inclined or steep surfaces. Unlike flat conveyor belts, chevron belts feature a unique surface pattern, often shaped like a “V” or “U,” that provides extra grip and prevents slippage. This makes them an essential choice in industries such as mining, agriculture, construction, and logistics, where materials like coal, sand, grains, or packaged goods need to be transported across slopes. The growing demand for safe and efficient material handling systems has increased the popularity of chevron conveyor belts worldwide. Their ability to combine durability with enhanced productivity makes them a preferred option for businesses seeking to improve efficiency and reduce downtime in operations.
Key Features of Chevron Conveyor Belts
One of the standout features of chevron conveyor belts is their patterned design. These raised profiles allow the belt to hold materials securely during upward or downward transport, which is critical in preventing spillage. Depending on the application, these belts are available in different pattern heights, widths, and angles to match specific industry requirements. Chevron conveyor belts are also known for their strong tensile strength, abrasion resistance, and flexibility, which enable them to withstand tough working conditions. Manufacturers often customize them with various compounds such as heat-resistant, oil-resistant, or flame-retardant materials to suit unique environments. Their adaptability and specialized design ensure they remain reliable even in challenging conditions where standard flat belts might fail.
Applications of chevron conveyor belt
The chevron conveyor belt has become an industry standard in situations where transporting materials on an incline is unavoidable. In agriculture, they are widely used to move grains, fertilizers, and harvested crops with minimal spillage. In the mining and quarrying sectors, these belts efficiently handle coal, ores, and stones on steep inclines, significantly reducing the risk of product loss. Construction industries benefit from them in transporting sand, cement, and other heavy materials safely between different levels of a site. Waste management facilities also rely on chevron belts to move recyclable materials and waste products effectively. Their versatile nature, combined with their resistance to wear and tear, makes them indispensable in virtually every sector where inclined transport is a challenge.
Benefits of Using Chevron Conveyor Belts
The benefits of using chevron conveyor belts extend beyond their functional design. Firstly, they ensure operational safety by preventing materials from slipping backward on steep surfaces, thereby minimizing accidents and equipment damage. Secondly, they reduce material spillage, which helps maintain cleaner working environments and reduces waste management costs. Additionally, these belts enhance productivity by allowing continuous transport without manual adjustments, thus saving labor and time. Their robust construction also means they offer long service life, lowering maintenance and replacement expenses. Another advantage lies in their energy efficiency; chevron conveyor belts require less power to move materials uphill compared to traditional methods. These collective benefits explain why industries across the globe increasingly rely on chevron belts as part of their core logistics and material handling systems.
Design Variations and Material Options
Chevron conveyor belts come in a wide variety of designs to match different operational requirements. The most common profiles include open V, closed V, multi-V, and U-shaped patterns, each designed to cater to specific load types and incline levels. Pattern heights can range from 5mm to 32mm, depending on whether the transported material is fine, granular, or bulky. In terms of materials, manufacturers often use synthetic rubber, natural rubber, or specialized compounds like oil-resistant or heat-resistant blends. For industries dealing with extreme conditions, belts may also be reinforced with fabric layers or steel cords for added strength. This flexibility in design and material selection ensures that businesses can find or order a chevron conveyor belt tailored precisely to their operational needs, enhancing both performance and longevity.
Challenges in Chevron Conveyor Belt Usage
While chevron conveyor belts provide many benefits, there are also challenges associated with their use. One of the most common issues is the difficulty in cleaning the patterned surface compared to flat belts. This can lead to material build-up, which may affect performance if not managed properly. Additionally, the raised profiles can wear out faster under heavy loads, requiring regular maintenance to ensure consistent operation. Selecting the wrong pattern height or material compound can also result in reduced efficiency and premature failure. Another challenge lies in belt tracking, as improper installation or misalignment can lead to uneven wear. However, with proper supplier guidance, careful installation, and routine inspections, most of these challenges can be minimized, ensuring that chevron belts deliver their promised benefits over the long term.
Choosing Reliable chevron conveyor belt suppliers
Finding reliable chevron conveyor belt suppliers is critical for ensuring quality and durability. A trustworthy supplier not only provides high-quality belts but also offers technical guidance in selecting the right specifications. Reputable suppliers often maintain strict quality control standards, ensuring that their products meet international safety and durability benchmarks. They also provide customization options for pattern design, material compounds, and belt dimensions to fit specific industry requirements. Beyond the product itself, reliable suppliers offer after-sales support, installation services, and timely delivery, which are crucial for minimizing downtime in operations. Businesses that prioritize working with trusted suppliers benefit from reduced risk of belt failure, longer product lifespans, and better overall operational efficiency.
Global Market Trends for Chevron Conveyor Belts
The global market for chevron conveyor belts has been expanding steadily, driven by the increasing need for efficient material handling systems. Developing economies, particularly in Asia and Africa, are witnessing a surge in mining, agriculture, and construction activities, all of which fuel the demand for chevron belts. Sustainability is another emerging trend, with manufacturers focusing on eco-friendly materials and energy-efficient designs. Automation and smart conveyor systems are also reshaping the market, as businesses integrate chevron belts into advanced logistics and production lines. Competitive pricing and the availability of customized options are further enhancing their adoption. With industries prioritizing safety, efficiency, and cost-effectiveness, the market outlook for chevron conveyor belts remains highly positive in the coming years.
Maintenance Tips for Longer Belt Life
Proper maintenance is essential for maximizing the lifespan of chevron conveyor belts. Regular cleaning of the patterned surface prevents material build-up that could compromise performance. Ensuring correct belt tension and alignment minimizes the risk of uneven wear and tracking issues. Periodic inspections help detect early signs of damage, such as cracks, tears, or worn patterns, allowing timely repairs or replacements. Lubricating moving parts of the conveyor system also enhances smooth operation and reduces strain on the belt. It is equally important to use the belt strictly within its recommended load and temperature capacity. By following these maintenance practices, businesses can significantly reduce downtime, save on replacement costs, and ensure consistent performance from their chevron conveyor belt systems.
Conclusion: Maximizing Efficiency with Chevron Conveyor Belts
Chevron conveyor belts are indispensable tools in modern industries, offering unmatched efficiency in transporting materials on inclined surfaces. Their unique patterned design, durability, and adaptability make them an ideal choice for diverse applications ranging from agriculture to mining. While challenges like cleaning and wear exist, selecting the right belt type and working with reputable suppliers can overcome these hurdles. With global demand on the rise and new technological innovations improving design and sustainability, businesses investing in chevron conveyor belts stand to gain long-term operational benefits. By combining careful supplier selection, proper maintenance, and strategic usage, organizations can maximize productivity, reduce costs, and ensure workplace safety, making chevron conveyor belts a cornerstone of industrial material handling solutions.




